










































旋转管式炉解决粉体烧结三大核心痛点
粉体材料烧结环节最怕什么?受热不均。一炉料出来,靠壁的过烧,中心的欠烧,批次之间一致性差得离谱。传统箱式炉和固定式管式炉在处理粉末物料时几乎都逃不开这个困局——物料静躺在炉膛里,热传导只能依赖辐射和自然对流,靠近加热元件的粉体温度偏高,远离的偏低,温差动辄几十度。
旋转管式炉的设计逻辑直击这个痛点。炉管在加热过程中持续旋转,粉体在管内不断翻转,每一个颗粒都能均匀暴露在加热区。配合炉体0~30度可调倾斜角度和炉管内壁三片石英扬料板,物料在旋转中被反复扬起、散落、翻面,实现了真正意义上的动态均匀烧结。
这个设计特别适合两类场景:一是对一致性要求极高的锂电池负极材料导电涂层烧结,二是需要连续进出料的粉体干燥和煅烧工艺。下面从原理、型号、应用三个维度展开拆解。

旋转管式炉TC-12NRT系列整机外观,上开式炉盖设计便于实时观察加热物料状态
360度旋转加30度倾斜的均匀烧结原理
动态翻转消除温度梯度
箱式炉烧结粉体的核心矛盾在于物料静态堆积。粉末本身导热系数低,堆积后内部温度梯度显著,尤其是堆积厚度超过20mm时,上下温差可达30~50℃。这个温差足以让同一批料的物相组成出现明显差异——表面层已经完全反应,底层还在升温途中。
旋转管式炉用物理运动打破了这个静态平衡。炉管以0~15转/分钟的速度持续旋转,管内壁的三片石英扬料板在旋转过程中将粉体从底部铲起,带到一定高度后让物料自由落下。这个过程类似于混凝土搅拌机的工作原理——物料在三维空间内不断改变位置,每个颗粒经过加热区的时间趋于一致。
倾斜角度控制物料流动方向
炉体可0~30度倾斜调节,这个设计有两层工艺意义:
水平状态(0度):物料在管内原地翻转,适合批量烧结。物料在加热区内停留时间长,反应充分,适合需要长时间保温的晶体生长和固相反应工艺。
倾斜状态(5~30度):物料在翻转的同时沿管壁向出料端缓慢滑移,实现半连续进出料。倾斜角度越大,物料流速越快,停留时间越短。这个模式适合需要精确控制热处理时间的连续化生产场景。

炉管旋转机构与倾斜调节系统,支持0至30度无级调角
三片扬料板的翻转力学
石英扬料板是旋转管式炉区别于普通滚筒炉的关键结构。三片扬料板沿炉管内壁120度均匀分布,每片高度约为炉管内径的1/6至1/8。旋转时扬料板将物料从管底提升至约2/3圆周高度,随后物料在重力作用下沿抛物线轨迹落下,形成"料幕"。
料幕的形成有两个工艺价值:一是将堆积态的粉体分散为薄层,大幅增加物料与加热辐射的接触面积;二是物料落下时的冲击力有助于打散团聚颗粒,避免局部过烧形成的硬壳。这种翻转方式比单纯依赖炉管旋转的"滑移式"翻转效率高出数倍,尤其适合密度较小、易团聚的超细粉体。
TC-12NRT系列8款型号参数深度解析
型号命名规则与选型逻辑
旋转管式炉TC-12NRT系列的型号编码包含三个关键信息:TC代表天创,12N代表最高温度1200℃,RT代表旋转管式炉(Rotary Tube furnace)。后缀的两组数字分别对应炉管细端直径和加热区长度。
| 型号 | 炉管尺寸(mm) | 粗端直径(mm) | 功率(kW) | 最高温度(℃) | 工作温度(℃) |
|---|---|---|---|---|---|
| TC-12NRT-60/300 | 60×300 | 120 | 5 | 1200 | 1100 |
| TC-12NRT-60/450 | 60×450 | 120 | 5 | 1200 | 1100 |
| TC-12NRT-80/300 | 80×300 | 150 | 5 | 1200 | 1100 |
| TC-12NRT-80/450 | 80×450 | 150 | 5 | 1200 | 1100 |
| TC-12NRT-100/300 | 100×300 | 180 | 7 | 1200 | 1100 |
| TC-12NRT-100/450 | 100×450 | 180 | 7 | 1200 | 1100 |
| TC-12NRT-150/300 | 150×300 | 200 | 9 | 1200 | 1100 |
| TC-12NRT-150/450 | 150×450 | 200 | 9 | 1200 | 1100 |
三个维度看型号差异
炉管直径决定装料量。细端直径从60mm到150mm,对应粗端直径120mm到200mm,装料量跨度较大。炉管越粗,单次处理的粉体量越多,但同时也意味着管壁到管心的传热距离增大,对旋转翻转的依赖性更强。一般建议粉体堆积厚度不超过炉管内径的1/3,以保证翻转效果。
加热区长度决定产量和温区均匀性。300mm和450mm两种加热区长度,450mm款的加热区更长,恒温区比例更高,适合对温度均匀性要求更苛刻的场景。300mm款结构更紧凑,升温速率更快,适合快速热处理工艺。
功率配置匹配炉管体积。60mm和80mm管径配5kW功率,100mm管径配7kW,150mm管径配9kW。功率密度(功率/加热区体积)在0.03~0.06kW/cm³区间,保证升温速率不低于10℃/分钟的同时避免局部过热。
热电偶与加热元件配置
全系标配K型热电偶,测温范围覆盖0~1300℃,控温精度±1℃。加热元件采用含钼电阻丝,高温抗氧化性能优于普通铁铬铝电热丝,在1100℃工作温度下连续使用寿命更长。K型热电偶配合50段可编程控温仪表,可以设定复杂的升温-保温-降温曲线,满足晶体生长、固相反应、有机物分解等不同工艺的温控需求。

50段可编程控温系统操作界面,支持升温保温降温曲线自定义
锂电池负极材料烧结实战方案
为什么负极材料烧结需要旋转管式炉
锂离子电池负极材料(如石墨、硅碳复合材料)的导电涂层烧结对温度均匀性极为敏感。导电涂层包覆在石墨颗粒表面,烧结温度窗口通常只有±5℃——温度偏低,包覆层碳化不完全,导电网络无法连通;温度偏高,包覆层过度碳化甚至破坏石墨层状结构,容量衰减加剧。
传统箱式炉烧结负极材料,同一舟料上下温差可达20~30℃,导致同一批次产品中既有包覆不完全的"白点",也有过烧的"黑块",良率难以突破90%。旋转管式炉通过持续翻转,将物料温差控制在5~8℃以内,良率可提升至95%以上。
负极材料烧结工艺曲线
以某硅碳负极材料导电涂层烧结为例,标准工艺曲线分为五个阶段:
第一阶段(室温→300℃):升温速率5℃/分钟,保温30分钟。目的是缓慢蒸发溶剂和低沸点有机物,避免快速升温导致涂层起泡剥落。
第二阶段(300→600℃):升温速率3℃/分钟,保温60分钟。此阶段包覆层前驱体开始热分解,形成无定形碳骨架。升温速率必须缓慢,否则分解气体释放过快会造成涂层开裂。
第三阶段(600→900℃):升温速率5℃/分钟,保温120分钟。无定形碳逐步向石墨化结构转变,导电网络初步形成。旋转管式炉在这个阶段的优势最为突出——翻转确保每颗物料经历相同的温度历程。
第四阶段(900→1100℃):升温速率2℃/分钟,保温180分钟。碳化完全,导电网络致密化。这是整个工艺的核心保温段,±1℃的控温精度保证批次一致性。
第五阶段(1100℃→室温):随炉冷却,降温速率不超过5℃/分钟。冷却过快会导致碳层产生热应力裂纹。
炉管转速设定在8~10转/分钟,炉体倾斜角度设为0度(水平批量烧结),装料量约为炉管容积的20%~25%。整套工艺约10~12小时,单批处理量视炉管规格而定,TC-12NRT-100/450单批可处理约2~3kg粉体。

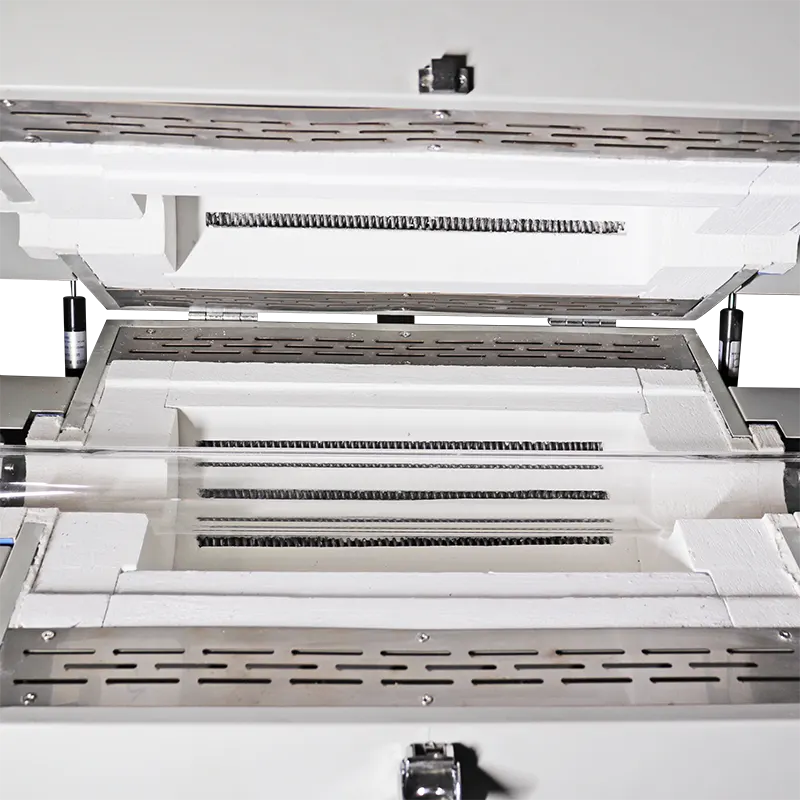
炉管内部可见石英扬料板结构,旋转时将粉体扬起形成料幕
五大典型应用场景工艺方案
场景一:锂电池正极材料煅烧
三元正极材料(NCM/NCA)的前驱体煅烧是旋转管式炉的重要应用。前驱体(氢氧化物共沉淀物)在800~900℃下与锂源(碳酸锂)发生固相反应,生成层状结构的锂复合氧化物。旋转管式炉的优势在于固相反应需要物料不断混合以保证锂源与前驱体的充分接触——固定式炉中物料不翻动,反应界面更新慢,转化率低且易出现锂源富集区。
推荐型号:TC-12NRT-100/450或TC-12NRT-150/450,炉管转速6~8转/分钟,倾斜角度5~10度实现半连续进出料。
场景二:催化剂载体焙烧
分子筛、氧化铝载体等催化剂材料的焙烧需要精确控温且物料均匀受热。催化剂载体的比表面积和孔结构对焙烧温度高度敏感,温差10℃就可能导致孔径分布偏移。旋转管式炉的均匀加热特性可有效保证载体物性一致性。
推荐型号:TC-12NRT-80/300,炉管转速10~12转/分钟,水平烧结。
场景三:陶瓷粉体预烧
电子陶瓷粉体(如钛酸钡、氧化锆)的预烧(calcination)目的是完成固相反应初步合成目标晶相,同时去除挥发性杂质。旋转管式炉的翻转效果确保粉体不结块,预烧后无需额外粉碎即可直接进入下一步球磨工序。
推荐型号:TC-12NRT-80/450,炉管转速8转/分钟,倾斜角度0度。
场景四:矿物粉体干燥与热活化
非金属矿物(如高岭土、膨润土)的热活化处理需要粉体在特定温度下均匀受热以改变矿物结构。旋转管式炉的倾斜进出料功能特别适合这类连续化处理——粉体从高端进料口连续送入,在旋转和倾斜作用下缓慢向低端移动,经过加热区后从出料口连续排出。
推荐型号:TC-12NRT-150/300,炉管转速12~15转/分钟,倾斜角度15~25度。
场景五:化工粉体煅烧与热分解
化工行业中需要热分解的粉体物料(如草酸盐分解制备金属氧化物粉体)在旋转管式炉中可以实现分解气体的快速排除。旋转翻转使物料保持松散状态,分解产生的气体可以迅速从粉体间隙中逸出,避免气体滞留导致的二次反应。
推荐型号:TC-12NRT-100/300,炉管转速10转/分钟,配合真空泵抽气加速气体排除。

炉体倾斜工作状态展示,可0至30度无级调节倾斜角度
旋转管式炉与箱式炉及真空管式炉对比
| 对比维度 | 旋转管式炉 | 箱式炉 | 真空管式炉 |
|---|---|---|---|
| 物料状态 | 动态翻转 | 静态堆积 | 静态堆积 |
| 温度均匀性 | ±5~8℃ | ±15~30℃ | ±10~15℃ |
| 批次一致性 | 高 | 中低 | 中 |
| 连续进出料 | 支持(倾斜模式) | 不支持 | 不支持 |
| 粉体结块风险 | 低(翻转打散) | 高 | 中 |
| 装料量 | 中(炉管容积20-25%) | 大(炉膛容积50-70%) | 小(舟皿容积30-50%) |
| 气氛控制 | 支持(真空+气氛) | 部分支持 | 支持 |
| 适用物料形态 | 粉体、颗粒 | 块状、片状、粉末 | 粉体、小块 |
| 典型场景 | 粉体烧结、干燥、煅烧 | 退火、淬火、灰化 | 气氛保护烧结 |
从对比表可以看出,旋转管式炉的核心竞争力集中在"粉体动态烧结"这一细分场景。当处理对象是粉末或颗粒状物料,且对温度均匀性和批次一致性有要求时,旋转管式炉几乎是唯一的最优解。箱式炉更适合处理形状不规则的大块物料或不需要翻转的静态热处理,真空管式炉则更适合对真空度要求极高的气氛保护烧结。
选型三步法
第一步:确定装料量
根据单批处理量选择炉管直径。经验公式:装料量(kg)≈ 炉管容积(L)× 物料堆积密度(g/cm³)× 装料系数0.2。例如物料堆积密度0.8g/cm³,炉管容积5L,则单批装料量约0.8kg。
| 炉管规格 | 炉管容积(约) | 单批装料量(堆积密度0.8g/cm³) |
|---|---|---|
| 60/300 | 约1.0L | 约0.16kg |
| 60/450 | 约1.5L | 约0.24kg |
| 80/300 | 约2.0L | 约0.32kg |
| 80/450 | 约3.0L | 约0.48kg |
| 100/300 | 约3.5L | 约0.56kg |
| 100/450 | 约5.0L | 约0.80kg |
| 150/300 | 约6.5L | 约1.04kg |
| 150/450 | 约10.0L | 约1.60kg |
第二步:确定工艺温度
TC-12NRT系列最高温度1200℃,工作温度1100℃。如果工艺温度需求超过1100℃,需要考虑其他系列设备。对于大多数粉体烧结、煅烧和干燥工艺,1100℃工作温度已经覆盖了锂电池材料、催化剂、陶瓷粉体等主流应用场景。
第三步:确定进出料方式
批量烧结选水平模式(倾斜角度0度),半连续生产选倾斜模式(5~30度)。加热区长度300mm适合快速升温和紧凑布局,450mm适合需要更长恒温区的工艺。如果后续需要与水平管式炉或垂直管式炉组合使用,建议统一管径规格以便物料舟通用。

旋转管式炉加热区与炉管接口细节,含钼电阻丝加热元件可见
操作规范与安全要点
开机前五项必检
第一项:炉管完整性检查。 检查石英炉管有无裂纹、缺口,尤其是扬料板焊接处。石英管在高温下承受旋转扭矩,任何微裂纹都可能在使用中扩展导致炉管断裂。检查方法:将炉管从炉体中抽出,在强光下旋转观察,重点查看扬料板根部和管口法兰密封面。
第二项:密封系统检查。 检查真空法兰密封圈是否完好,管堵是否匹配。密封不良会导致加热区氧气渗入,破坏气氛保护效果。建议每次装料后用真空泵抽至-0.09MPa以上,保压5分钟观察压力表读数是否稳定。
第三项:旋转机构检查。 手动转动炉管,检查旋转是否顺畅,有无卡阻或异响。传动链条(或齿轮)润滑状态确认,减速箱油位在视窗范围内。
第四项:控温系统校准。 开机后先空载升温至500℃,用辅助热电偶校准炉膛实际温度与显示温度偏差。偏差超过±5℃需重新校准PID参数。
第五项:安全功能测试。 依次测试开门断电、超温报警、漏电保护三项安全功能。超温报警设定值通常比工作温度高50℃。
运行中三项监控
温度曲线监控: 关注实际温度与设定曲线的跟随性。如果实际温度持续滞后于设定值,可能是加热元件老化或物料装量过大,需适当降低升温速率。
转速稳定性监控: 观察炉管转速是否平稳,有无周期性波动。转速不稳定会导致物料翻转不均匀,影响烧结一致性。
排气状态监控: 如果工艺过程产生气体(如有机物分解、结晶水蒸发),注意观察排气口出气情况。排气不畅会导致炉管内压力升高,严重时可能顶开密封。
停机与维护
停机时先关闭加热,炉温降至200℃以下再停止炉管旋转。高温下突然停转会导致物料在管内堆积结块,下次开机时可能造成炉管偏心振动。
日常维护重点:每50炉次检查一次加热元件电阻值,变化超过10%需更换;每100炉次清洗炉管内壁,去除残留物;每200炉次更换密封圈。石英炉管建议每300炉次或发现裂纹时更换,避免高温断裂事故。
旋转管式炉配套真空泵与真空法兰系统,支持气氛保护烧结
常见问题排查
| 问题现象 | 可能原因 | 排查方法 |
|---|---|---|
| 物料烧结后颜色不均 | 炉管转速过低或装料量过大 | 提高转速至10转/分钟以上,减少装料量至炉管容积20%以下 |
| 炉管内有物料粘壁 | 扬料板磨损或物料含低熔点组分 | 检查扬料板高度,降低烧结温度或缩短保温时间 |
| 升温速率达不到设定值 | 加热元件老化或电压偏低 | 测量加热元件电阻,检查供电电压是否在额定值±5%内 |
| 真空度达不到-0.09MPa | 密封圈老化或法兰面划伤 | 更换密封圈,检查法兰密封面平整度 |
| 炉管旋转时有异响 | 轴承缺油或链条松弛 | 加注高温润滑脂,调整链条张紧度 |
| 控温显示温度跳动 | 热电偶接触不良或电磁干扰 | 检查热电偶接线端子,确认接地良好 |
| 出料时物料结块 | 降温速率过快或物料在高温区停留过长 | 降低降温速率至3℃/分钟以下,减少保温时间 |
旋转管式炉与天创热处理设备线的协同
旋转管式炉在天创烧结热处理设备系列中的定位是"粉体动态烧结专用炉"。与同系列其他设备形成互补:
需要真空度高于10⁻³Pa的高真空烧结场景,选用真空管式炉或真空气氛炉;需要1200℃以下粉体均匀烧结和连续煅烧的场景,选用旋转管式炉;需要1400~1700℃高温烧结的场景,选用马弗炉或升降烧结炉。
在粉体材料制备全流程中,旋转管式炉通常位于研磨之后、成型之前的环节。典型产线配置为:实验颚式破碎机粗碎→行星球磨机细磨→三次元旋振筛分级→旋转管式炉烧结→三维混合机混合→压片机成型。旋转管式炉烧结后的粉体松散均匀,无需额外打散即可直接进入混合工序,大幅缩短了产线节拍。
工艺联动数据记录建议
旋转管式炉烧结效果受多个变量耦合影响,建议建立标准化数据记录模板,每次烧结记录以下参数:物料名称与批次、装料量、炉管转速、倾斜角度、升温曲线(各阶段速率与温度拐点)、保温温度与时间、降温速率、真空度或气氛流量、出料外观与颜色、后续检测指标(粒度、比表面积、XRD物相)。积累足够数据后,可以通过对比分析优化工艺参数,持续提升烧结一致性和良率。
旋转管式炉用物理翻转替代了人工翻料,用动态均匀替代了静态妥协,让粉体烧结从"凭经验凑合"走向了"靠参数掌控"。

