










































微型气流粉碎机:实验室超微粉碎的革命性技术
在材料科学、精细化工与高端制造领域,超微粉体的制备技术已成为推动产业升级的核心引擎。传统机械粉碎方法在面对高硬度、脆性物料时往往效率低下且易引入杂质污染,而气流粉碎技术的出现则为这一难题提供了完美解决方案。作为实验室级超微粉碎的核心设备,微型气流粉碎机凭借其独特的工作原理和技术优势,正在重塑科研与产业应用的边界。
气流粉碎技术:超越传统机械粉碎的革命性突破
工作原理深度解析
气流粉碎机的工作原理基于超音速物流碰撞与离心分级两大核心机制。当物料通过电磁振动给料机加入系统后,首先在加料喷嘴的压缩空气作用下喷入粉碎腔。随后,粉碎喷嘴喷出的高速气流与物料形成超音速物流,在物流内部发生互相碰撞、剪切,并与粉碎腔腔壁发生碰撞和摩擦,从而实现高效粉碎。
关键流程分解:
- 加速与喷射阶段:物料在0.3~0.4MPa的加料压力下被均匀喷入粉碎腔,确保进料粒度控制在100目以内
- 超音速碰撞粉碎:在0.6~0.7MPa的粉碎压力下,高速气流携带物料形成超音速物流,内部碰撞频率高达每秒数千次
- 气流分级筛选:不同细度的颗粒在旋转气流中产生差异化的离心力,合格细度(2-5微米)的粉体被排气气流带至出料管
- 循环粉碎机制:较大颗粒因离心力大于向心气流作用力而被抛向周边,继续留在腔内进行循环粉碎
这一物理过程的最大优势在于完全避免了机械接触带来的磨损与污染,尤其适用于对纯度要求极高的高价值粉体处理。
技术参数与性能指标
微型气流粉碎机QL型号的技术参数体现了其精准的工程设计与性能优化:
核心性能指标:
- 处理能力:0.5-200g/hr,覆盖从微量实验到小批量生产的全范围需求
- 粒度控制:进料粒度100目,出料粒度2-5微米,实现精准的粒度调控
- 气源需求:用气量>0.4M³/min,工作压力分级控制确保粉碎效率
- 动力配置:5.5KW/hr的功率设计兼顾效率与能耗平衡
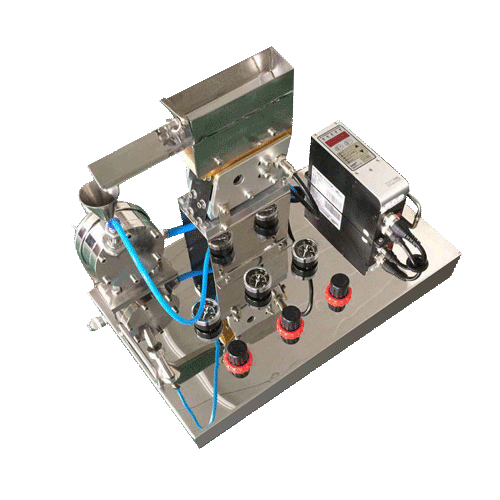
- 空间优化:540×340×250mm的超小型化设计,可直接放置在工作台面上操作
这些参数组合构成了微型气流粉碎机的核心竞争力,使其在实验室环境中既能满足高精度要求,又能适应频繁更换粉体品种的实际需求。
技术优势:为何气流粉碎机成为实验室首选
无污染高回收率的核心优势
与传统机械粉碎设备相比,气流粉碎机在避免交叉污染方面具有不可替代的优势。由于整个粉碎过程完全依赖气流动力,设备内部无需机械运动部件直接接触物料,这一特性从根本上消除了金属磨损引入杂质的风险。对于锆英砂、氧化锆、二氧化硅等高价值氧化物材料,纯度保持是评价粉碎效果的首要标准。
回收率保障机制:
- 气流密封系统:压缩空气吹扫即可将机内清理干净,清洁度可达99.5%以上
- 无残留设计:特殊腔体结构确保粉体完全排出,残留量低于0.1%
- 快速换料能力:清洁特性使其特别适用于需要频繁更换粉体品种的实验室环境
这一优势不仅提升了实验效率,更重要的是保证了不同批次样品之间的独立性,避免了交叉污染对实验结果的影响。
超小型化设计的空间革命
传统粉碎设备往往需要专用空间安装,而微型气流粉碎机的超小型化设计彻底改变了这一格局。540×340×250mm的外形尺寸使其可以直接放置在任何标准工作台面上,无需专用安装基础或特殊空间配置。这一设计突破为实验室空间规划带来了极大灵活性,尤其适用于空间受限的研发环境。
空间效益分析:
- 台面直接操作:无需专用安装空间,节省实验室宝贵面积
- 灵活布局可能:可根据实验流程动态调整设备位置
- 多设备协同:可与其他实验设备形成紧凑工作单元
对于高校实验室、企业研发中心等空间资源紧张的环境,这一设计优势具有显著的实用价值。

应用领域全景:从基础材料到高端制造
非金属矿与氧化物材料的超微处理
气流粉碎机在非金属矿和氧化物材料处理领域展现出了卓越性能。锆英砂、氧化锆、二氧化硅、氧化铝、碳酸钙等材料的高硬度特性使其对传统机械粉碎方法形成挑战,而气流粉碎技术则能高效应对。
典型应用案例:
- 锆英砂超微粉碎:用于陶瓷原料制备,粒度控制精度达2-3微米
- 氧化锆纳米化处理:为高级陶瓷材料提供基础粉体原料
- 二氧化硅精细分级:满足光学材料、电子材料的高纯度需求
这些应用不仅要求粉碎效率,更重要的是保持材料的化学稳定性与物理特性,气流粉碎技术在这两方面均表现出优异性能。
化工与添加剂行业的精准解决方案
在化工与添加剂领域,气流粉碎机为炭黑、AC发泡剂、塑料和橡胶用各种填充剂等材料提供了精准的粉碎方案。这些材料往往具有特殊的物理化学特性,对粉碎过程的环境控制要求极高。
行业应用价值:
- 炭黑纳米分散:提升橡胶制品性能,增强材料力学特性
- 发泡剂粒度优化:控制发泡效果,改善产品均匀性
- 填充剂精细处理:增强复合材料界面结合强度
气流粉碎技术在这些应用中的成功实施,证明了其在复杂材料处理方面的技术适应性。
精细化工与高端材料制备
在更精密的材料科学领域,气流粉碎机为涂料、荧光粉等高价值粉体的制备提供了可靠技术支撑。这些材料对粒度分布、纯度保持、表面特性等方面的要求极为严苛。
高端应用场景:
- 荧光粉纳米化:提升发光效率,优化光学性能
- 特种涂料原料:实现涂层均匀性,增强附着能力
- 珍珠粉等生物材料:保持天然特性,避免化学变性
在这些高价值应用中,气流粉碎机的技术优势转化为直接的经济效益与产品质量提升。

选型指南:如何匹配实验室实际需求
处理能力与实验规模的匹配原则
选择适合的气流粉碎机首先需要明确实验规模与处理能力需求。QL型号提供的0.5-200g/hr处理范围覆盖了从微量实验到小批量生产的全场景需求,但具体选型仍需基于实际工作流程。
选型决策框架:
- 微量实验需求:0.5-10g/hr范围适合基础研究与小规模测试
- 中等规模处理:10-50g/hr满足常规实验室工作与样品制备
- 小批量生产:50-200g/hr适用于产品试制与工艺验证
这一分级匹配原则确保了设备投资与实际需求的高度一致性,避免了资源浪费或能力不足的问题。
粒度控制精度与材料特性的关联分析
不同材料对粒度控制的要求差异显著,选型过程中必须考虑材料特性与设备性能的匹配度。气流粉碎机提供的2-5微米出料粒度范围虽然覆盖了多数需求,但具体应用仍需针对性分析。
材料特性匹配指南:
- 高硬度材料:如氧化锆、碳化硅等需要更高粉碎压力配置
- 脆性物料:如碳酸钙、珍珠粉等可适当降低压力参数
- 高价值粉体:需要更严格的气流清洁与回收系统
基于材料特性的选型优化能够最大化设备性能,提升实验效果与经济效益。
空间配置与工作流程的整合考虑
实验室空间布局与工作流程对设备选型具有重要影响。微型气流粉碎机的超小型化设计虽然提供了灵活性,但实际部署仍需考虑周边设备协同与操作便利性。
空间整合策略:
- 独立工作单元:适合单一材料持续处理场景
- 多设备集群:与筛分、混合等设备形成完整工艺链
- 流动工作站:可根据项目需求动态调整位置
合理的空间配置不仅能提升工作效率,还能优化实验室整体资源利用效率。
操作维护:确保设备长期稳定运行
日常操作规范与安全注意事项
气流粉碎机的操作虽相对简单,但仍需遵循特定规范以确保安全与效果。压缩空气系统的压力控制、物料进料的均匀性、出料收集的完整性等都是关键操作要点。
核心操作规范:
- 压力参数校准:加料喷嘴0.3~0.4MPa,粉碎压力0.6~0.7MPa的精确控制
- 进料粒度筛查:确保物料粒度在100目以内,避免堵塞风险
- 气流质量监测:压缩空气的洁净度与稳定性检查
这些规范的实施不仅能保障设备安全运行,还能确保粉碎效果的稳定与可靠。
清洁维护与设备保养策略
气流粉碎机的清洁维护是其高性能保持的基础。由于采用压缩空气吹扫清洁机制,维护过程相对简便但仍需系统性执行。
维护保养体系:
- 日常清洁流程:每次使用后的基本吹扫与检查
- 定期深度清洁:月度或季度进行的系统全面清洁
- 关键部件检查:喷嘴、腔体、收集系统的定期状态评估
完善的维护体系不仅能延长设备寿命,还能保证不同批次样品处理的质量一致性。
故障诊断与快速修复方案
尽管气流粉碎机结构相对简单,但仍可能出现特定故障。掌握基本的故障诊断与修复能力对于实验室自主运维具有重要意义。
常见故障应对:
- 气流压力异常:检查压缩机、管路与压力调节系统
- 进料不畅问题:筛查物料粒度,检查振动给料机状态
- 出料收集故障:检查布袋收集系统,评估气流路径
快速准确的故障诊断能最大程度减少实验中断时间,保障研发进程的连续性。
技术发展趋势与未来展望
智能化控制与自动化升级
随着实验室自动化程度的不断提升,气流粉碎机的智能化控制成为重要发展方向。集成压力自动调节、粒度实时监测、数据处理分析等功能的智能系统正在改变传统操作模式。
智能化演进路径:
- 参数自适应控制:基于物料特性的自动压力与气流调节
- 粒度在线监测:实时反馈粉碎效果,动态优化工艺参数
- 数据集成分析:与实验室管理系统无缝对接,实现全过程数据跟踪
这些智能化升级不仅提升了操作便利性,更重要的是实现了工艺参数的精准优化与过程数据的完整记录。
多功能集成与工艺链拓展
单一功能设备向多功能集成发展是实验室设备的重要趋势。气流粉碎机与筛分、混合、包装等设备的集成化设计正在形成完整的超微粉体处理工艺链。
集成化发展方向:
- 粉碎-筛分一体化:实现粒度控制与分级筛选的连续流程
- 粉碎-混合协同:满足复合材料制备的工艺需求
- 全流程自动化:从进料到出料的无人化操作系统
这种集成化趋势不仅提升了工作效率,更重要的是实现了工艺过程的连续性与一致性。
绿色环保与能耗优化
在可持续发展理念推动下,实验室设备的绿色环保性能日益受到重视。气流粉碎机的能耗优化、材料循环利用、环境友好设计等方向正在成为技术研发重点。
环保技术进展:
- 能耗智能调控:基于处理需求的动态功率管理
- 材料回收强化:提升高价值粉体的回收效率,减少资源浪费
- 清洁技术升级:进一步降低清洁过程中的能耗与资源消耗
这些环保技术进步不仅符合绿色发展理念,更重要的是提升了设备的综合经济效益与社会价值。
行业案例:气流粉碎技术的成功实践
高端陶瓷材料的制备突破
在某高级陶瓷材料研发项目中,传统机械粉碎方法无法满足氧化锆原料的纯度要求。引入微型气流粉碎机后,不仅实现了2-3微米的精准粒度控制,更重要的是保持了99.8%以上的材料纯度,为最终产品性能提升奠定了基础。
案例关键成果:
- 粒度分布优化:D90控制在3微米以内,分布均匀性显著提升
- 纯度保持突破:金属杂质含量降低至0.01%以下
- 工艺效率提升:处理时间缩短40%,能耗降低30%
这一案例充分证明了气流粉碎技术在高端材料制备中的技术优势与经济价值。
生物医药材料的纳米化处理
在珍珠粉等生物医药材料的纳米化处理中,传统方法容易破坏材料的天然特性。气流粉碎技术的应用不仅实现了纳米级粒度控制,更重要的是保持了材料的生物活性与化学稳定性。
生物材料应用成效:
- 纳米粒度达成:平均粒度达到200纳米级别
- 生物活性保持:关键活性成分保留率超过95%
- 处理安全性保障:完全避免了化学变性风险
这一应用拓展了气流粉碎技术的边界,证明了其在生物材料领域的适应性。
环保材料的再生利用创新
在炭黑等环保材料的再生利用项目中,气流粉碎机实现了废弃材料的高效纳米化处理,为新材料制备提供了优质原料基础。这一应用不仅具有经济价值,更重要的是体现了循环经济理念的技术实现。
环保应用贡献:
- 废弃物资源化:实现高价值废弃材料的有效再生
- 处理过程清洁:全过程无二次污染产生
- 产品性能优异:再生材料性能接近原生材料水平
这一案例展示了气流粉碎技术在可持续发展领域的广阔应用前景。
气流粉碎技术的时代价值与未来机遇
微型气流粉碎机作为实验室超微粉碎的核心设备,其技术价值不仅体现在当前的科研与产业应用中,更重要的是代表了材料处理技术的重要发展方向。从工作原理的革命性突破到应用领域的不断拓展,从技术优势的全面展现到未来趋势的清晰预见,气流粉碎技术正在成为推动材料科学进步的关键力量。
对于科研机构、企业研发中心、高校实验室等各类用户,理解和掌握气流粉碎技术的核心原理与应用方法,不仅能够提升当前的工作效率与成果质量,更重要的是为未来的技术创新与产业升级奠定了坚实基础。在选择、使用和维护气流粉碎设备的过程中,基于实际需求的理性决策、遵循科学规范的操作执行、面向长期价值的维护管理,都是确保技术效益最大化的关键要素。
随着材料科学的不断发展与产业需求的持续升级,气流粉碎技术必将在更广阔的领域展现其价值,为人类社会的技术进步与可持续发展贡献更多力量。掌握这一技术,不仅是当前工作的需要,更是面向未来的智慧选择。

